Метод правки сверхтвердого шлифовального круга - вращающийся алмазный шлифовальный станок
Метод правки алмазным роликом: метод использования вращающегося инструмента, при котором рабочая поверхность инкрустирована или покрыта множеством мелких частиц алмаза для врезания правочного диска.
Алмазные вращающиеся ролики
Алмазные правочные ролики широко используются в процессах шлифования и шлифования заготовок. Такие как профильное шлифование (с сердечником и без сердечника), внутренний профиль, профиль резьбы, плоский профиль, направляющая пластина, многопозиционный вал и шестерня.
Эти детали и процессы шлифования в основном используются в следующих промышленных областях:
* Автомобильная промышленность
Двигатель: торцевой вал, коренной подшипник, шатунный подшипник, распредвал
Канавка поршневого кольца: головка клапана, шток, головка клапана и расширительная заглушка канавки
Выходная коробка: посадочное место вала шестерни, шлицевой вал, канавка вала шестерни
Шасси: рулевой шарнир, направляющая ось, резьба, направляющий шарнир
Рулевой механизм: рулевая колонка, рулевая турбина, рейка
* Электроэнергетика. Детали приемопередатчика, держатель магнита, шпулька
* Авиационная промышленность. Шток поршня и клапан, лопасть
* Обработка резьбы, зубчатая промышленность, подшипниковая промышленность.
Технология применения алмазного правящего ролика
Эффективность шлифования шлифовального круга зависит от многих факторов, таких как расположение шлифовального круга и заготовки, острота абразивных частиц на шлифовальной поверхности шлифовального круга и структура шлифовальной поверхности, зацепление условия движения шлифовального круга и заготовки, такие как длина сетки, глубина шлифования Подождите. Правка алмазного круга также сочетается с этими факторами при фактическом шлифовании, чтобы максимизировать производительность шлифования шлифовального круга.
Компоновка вальцешлифовального круга-заготовки
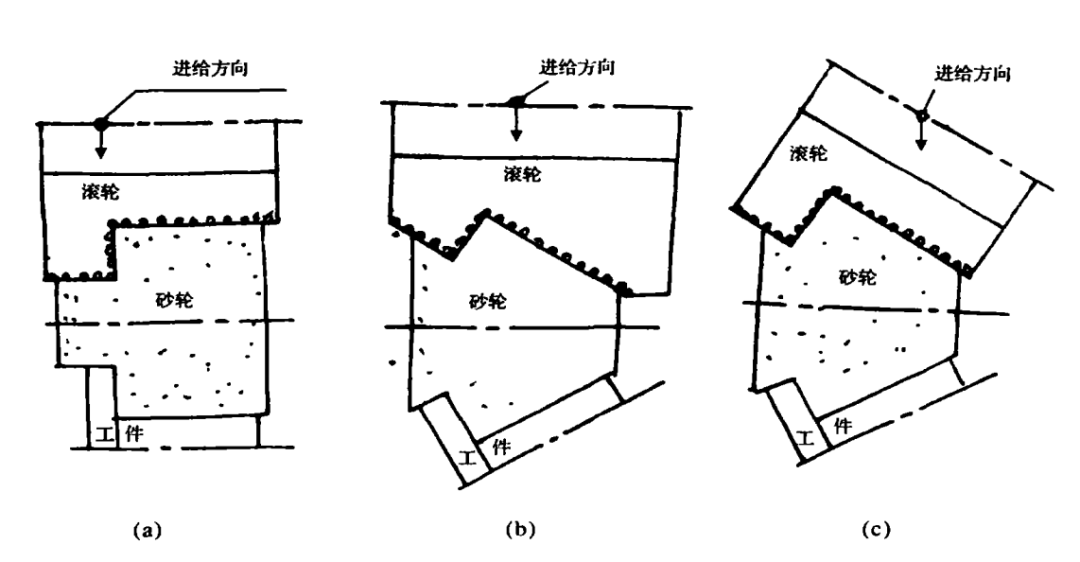
Как правило, валки, шлифовальные круги и детали расположены параллельно друг другу, как показано на рисунке а. Этот метод устраняет эффективную шероховатость плечевой части шлифовального круга, которая легко может вызвать ожоги на поверхности заплечика заготовки.
При переходе на схему, показанную на рисунке b, эффективная шероховатость уступа колеса увеличивается, и вероятность возникновения ожогов снижается. Однако профиль ролика не соответствует профилю заготовки, что увеличивает сложность проектирования и изготовления ролика.
Измените расположение, показанное на рисунке c, за исключением того, что заготовку нелегко обжечь, а форма ролика соответствует заготовке.
Эффективная шероховатость поверхности шлифовального круга (Rts)
Эффективная шероховатость напрямую влияет на достижимую производительность, качество поверхности обрабатываемой детали, температуру шлифования и шлифовальную кромку, что также влияет на точность размера и формы обрабатываемой детали, а также на качество поверхности детали. Температура шлифования и усилие шлифования также влияют на срок службы шлифовального круга и количество деталей, которые могут быть обработаны шлифовальным кругом за одну правку, и, следовательно, также связаны со сроком службы валка. Обычно, когда Rts увеличивается, достижимая производительность увеличивается, сила шлифования и температура шлифования снижаются, а качество поверхности обрабатываемой детали также уменьшается.
Rts зависит от размера алмаза круга, условий правки, вибрации во время правки и времени использования после правки.
Влияние размера алмазных частиц
Чем крупнее размер зерна, тем больше Rts отремонтированного шлифовального круга, так что можно получить высокую производительность, относительно низкое усилие шлифования и температуру шлифования, а также относительно долгий срок службы валка. Например, когда вы обрезаете шлифовальный круг с двойной дугой с помощью ролика для внутреннего покрытия, сделанного из алмаза с зернистостью 60, шлифование шарико-винтовой передачи 1 м часто вызывает ожоги, и шлифование готового продукта практически невозможно. Если вместо этого использовать алмазный валок с зернистостью 20, шлифовальные характеристики отремонтированного шлифовального круга значительно улучшаются, и при шлифовании не возникает ожогов. Однако, в зависимости от чистоты обработки детали и профиля ролика, выбор размера алмазных частиц должен в первую очередь соответствовать требованиям чистоты обработки детали и точности размеров.
Влияние условий одевания
Три основных фактора, влияющих на условия правки: передаточное число, скорость подачи резания и легкая скорость правки.
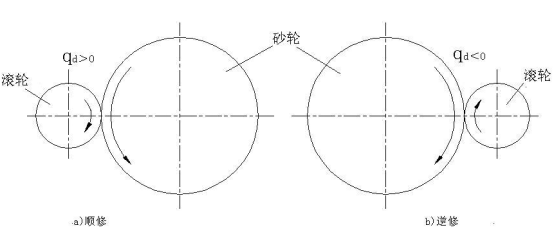
1) Соотношение скоростей: соотношение скоростей qd = Vr / Vs сказано. Где Vr - окружная скорость ролика, а Vs - окружная скорость шлифовального круга.
Когда qd> 0, это правка вперед, направление скорости круга и шлифовального круга в точке контакта одинаковое (рисунок а);
Когда qd <0, происходит обратная правка, и направление скорости на контакте противоположное (рисунок b).
2) Скорость подачи при резке
Взаимосвязь между передаточным числом, скоростью подачи и плавной скоростью четырех различных скоростей подачи для правки цилиндрического шлифовального круга и шероховатостью рабочей поверхности шлифовального круга. Как показано ниже:
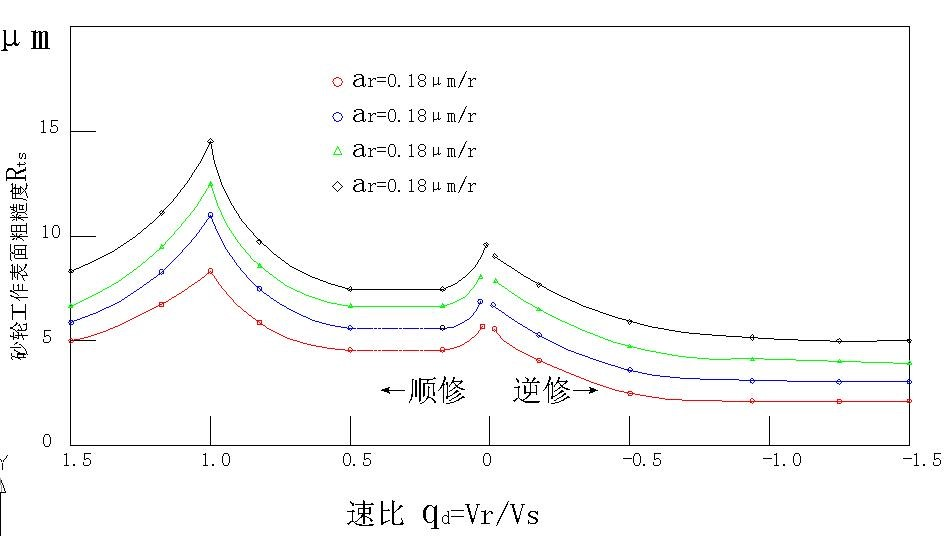
По мере увеличения подачи на оборот шлифовального круга, вообще говоря, будет увеличиваться и шероховатость, и это увеличение будет гораздо более значительным во время ремонта, чем во время ремонта в обратном направлении. Однако по мере увеличения числа оборотов легкого ремонта влияние скорости подачи на шероховатость постепенно исчезает. Как показано ниже:
3) Небольшая скорость правки
Когда скорость световой обработки ниже na = 50, эффект легкого ремонта на Rts больше. Без легкой обрезки, то есть обрезки с na = 0, можно получить максимальное значение Rts. В это время шлифовальные круги имеют наилучшие характеристики. Но когда na> 50, эффект легкого ремонта на Rts быстро исчезал.
Как показано на рисунке, с увеличением na Rts уменьшается, то есть чем больше число оборотов для легкого ремонта, тем меньше Rts и тем более «гладкая» поверхность шлифовального круга; после того, как na достигает 80 оборотов, RTS меняется очень мало. Поэтому, чтобы сэкономить время, не требующее шлифовки, рекомендуется, чтобы количество совместных легких ремонтных оборотов составляло na = от 0 до 60 оборотов.