Монокристаллические алмазные инструменты: универсальные режущие инструменты
Монокристаллический алмазный инструмент - это инструмент, в котором в качестве режущего материала используется монокристаллический алмаз. Монокристаллический алмазный инструмент в настоящее время является основным режущим инструментом в области сверхточной обработки. Общая масса режущего инструмента превышает 0,1 г. Минимальная длина диаметра составляет не менее 2 мм. Благодаря зеркальной обработке он может обрабатывать заготовки с чрезвычайно высокой точностью и чрезвычайно низкой шероховатостью поверхности, а эффект резки очень яркий. Он признан идеальным инструментом сверхточной обработки.
(1) Твердость монокристаллического алмаза является самой высокой среди всех известных материалов и достигает 10 000HV, что позволяет монокристаллическим алмазным инструментам эффективно резать и шлифовать материалы высокой твердости; (2) Режущая кромка монокристаллических алмазных инструментов обладает превосходной износостойкостью. Она не подходит для залипания и наращивания кромки во время резки. Она обеспечивает стабильный срок службы и производительность инструмента при высокоскоростной резке и большой нагрузке. может использоваться для сверхтонкой резки и сверхточной обработки; (3) Монокристаллические алмазные инструменты имеют низкий коэффициент трения и небольшую деформацию во время обработки, что может снизить силы резания; (4) Край лезвия не имеет дефектов при наблюдении под 800-кратным микроскопом Nomarski (Nikon). При обработке цветных металлов шероховатость поверхности может достигать Rz0,1 ~ 0,05 мкм, а точность формы обрабатываемой детали составляет. контролируется ниже 50 нм; (5) Сверхтвердые отобранные частицы монокристаллического алмазного инструмента имеют хорошую консистенцию и имеют срок службы, который в 100 или даже в сотни раз превышает срок службы твердосплавных инструментов.
02 Виды монокристаллических алмазных инструментов
По конструкции инструмента: в основном используется для токарных инструментов, фрез, контурных фрез, фрез для снятия фасок и канавок. (Станки, оснащенные токарными инструментами и лезвиями, представляют собой одноточечные алмазные токарные станки или другие прецизионные токарные станки; фрезы и фрезы для снятия фасок часто оснащены гравировальными и фрезерными станками с ЧПУ или обрабатывающими центрами.) (1) Оптическая промышленность: например, оптические линзы, (а) сферические линзы, оптическое стекло, оптические формы, отражатели и т. д.; (2) Полиграфическая промышленность: роликовые формы; (3) Автомобильная промышленность: оптические системы ночного вождения, прожекторы, диски из алюминиевого сплава и т. д.; (4) индустрия 3C: цилиндрическое зеркало мобильного телефона/зеркало кнопки/цилиндрическое зеркало факела, подложка жесткого диска компьютера и т. д.; (5) Электронные приборы: такие как подложки для жестких дисков компьютеров и т. д.; (6) Национальная оборонная/аэрокосмическая промышленность: например, ракетно-навигационные гироскопы и т. д.; (7) Новые материалы: такие как керамика, конструкционные пластмассы и т. д.; (8) Ювелирные изделия; (9) Медицинское оборудование: например, контактные линзы, электронные пушки-ускорители и т. д.;

03 Применение режущих инструментов из монокристаллического алмаза в стержнях оптических форм
Чтобы гарантировать, что формы для различных вогнутых и выпуклых линз, а также линз Френеля, обрабатываемых в области обработки оптических линз, имеют идеальный радиус кривизны, а также очень высокую воспроизводимость и стабильность, угол кончика инструмента для поворота стержня формы составляет минимум 15 °. дуга кончика инструмента составляет 500 нм, а волнистость - 10 нм, то есть
Даже если дуга очень большая, волнистость можно контролировать ниже 100 нм. При обработке параболических инструментов волнистость также может достигать 100 нм, а погрешность радиуса кривизны может достигать 200 нм. Под мощным микроскопом режущая кромка может достигать 100 нм. гладкий и бездефектный, гладкость передней и задней поверхности лезвия составляет 2 нм (волнистость поверхности: расстояние больше, чем шероховатость поверхности, но меньше, чем ошибка геометрии поверхности.
Плохая геометрическая шероховатость поверхности – это геометрическая ошибка между микро и макро. ) (Когда расстояние волны менее 1 мм, оно обрабатывается в соответствии с шероховатостью поверхности; Шаг волны: 1 мм<дюйм<10 мм, обрабатывается в зависимости от волнистости поверхности)

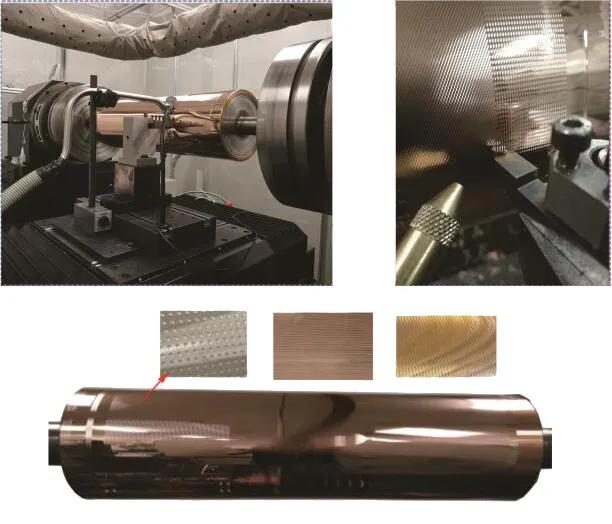
04 Применение режущих инструментов с монокристаллическими алмазами в фотоэлектрических формах с большими роликами
Валик печатной машины является основным компонентом печатного оборудования. Качество его поверхности и геометрическая точность оказывают важное влияние на качество печатной продукции. Особенно при печати мелкой печати малейшая ошибка снижает общий эффект от печати. имеет значение и делает фолио Печатная продукция размыта или искажена с обеих сторон. Поэтому требования к пресс-формам для изготовления валков печатных машин также чрезвычайно высоки. При обработке оптической формы ролика станок выбирает сверхточный станок для обработки оптической формы большого размера, а инструмент выбирает сверхтвердый монокристаллический алмазный инструмент Valin. Шероховатость поверхности ролика составляет менее 10 нанометров, что обеспечивает высокую точность. точность обработки и производительность.
Более подробную информацию о монокристаллических алмазных инструментах можно найти на этой странице.
https://www.mogrinding.ru/products/cutting-tool/mono-crystal-diamond-tools-for-ultra-precision-machining.html 











